Архив заказов
В данном разделе находятся выполненные заказы. Открытые заказы находятся в разделе «Заказы».

Наше предприятие заинтересовано в изготовлении следующей продукции (указанной во вложении)
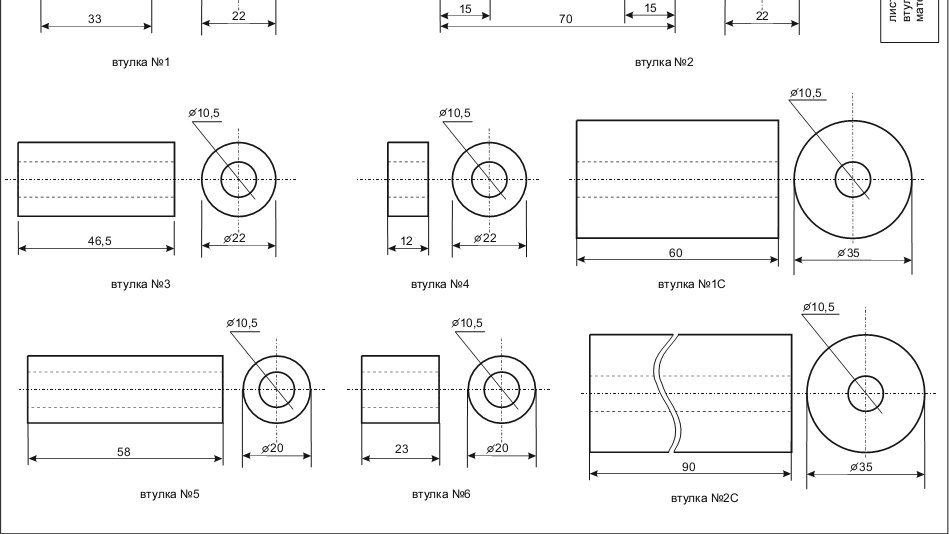
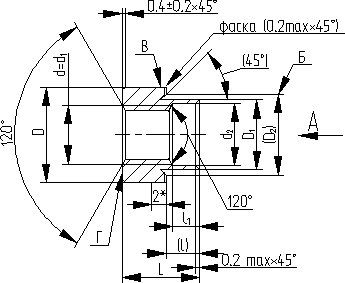
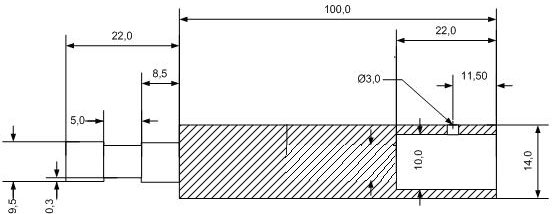
Проточка коленой втулки, длина 47мм, наружний диаметр 18мм, внутренний диаметр 10мм, нужно сделать внутренний диаметр 12мм, скажите пожалуйста стоимость, спасибо
Интересует стоимость изготовления 1 комплекта, а также стоимость изготовления более 10 комплектов. В обоих случаях необходимо точно указать сроки изготовления. По чертежу материал - дюраль, можно заменить на сталь
Необходимо изготовить и установить ограждения 2-х балконов (по 2 ограждения) : 1,92 м.п. и 0,79 м.п. Всего 5,42 м.п. Как образец использовать решетки, установленные на окнах.

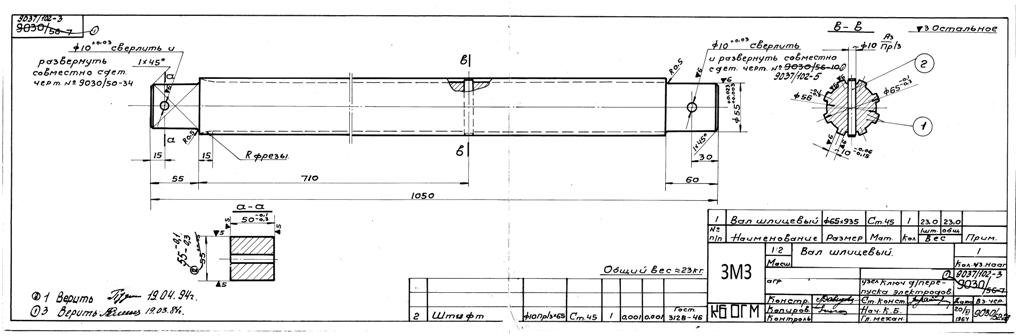
Необходимо изготовить вал шлицевой, количеством 2 шт, чертеж прилагается. Местонахождения изготовителя предпочтительно в УрФО. Просим вас сообщить нам о цене, сроках и месте изготовления.
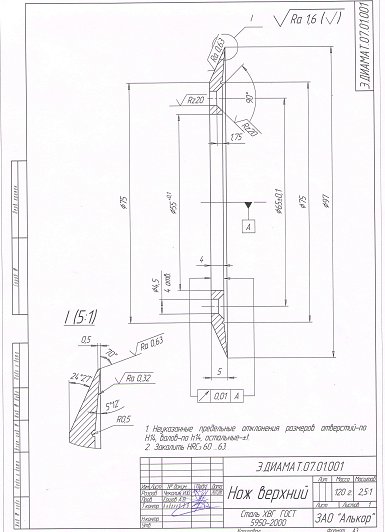
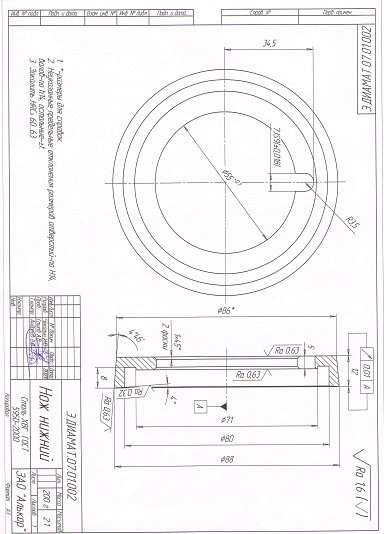
Требуется защитное напыление на металическое изделие для работы с пленками. Данное изделие рубит пленку и одновременно ее запаивает, оно износилось и теперь пленка начинает залипать на этот нож.
Хромирование латунного профиля размером 25х22х1350 - 300 п.м.
изготовление резьбовых развальцовываемых втулок на токарных автоматах
- Нож 208х76х16 мм (Д.00.01.001) сталь 9ХС27
- Нож гильотинный 635х70х18 мм (Д.00.01.002) сталь 9ХС6
- Нож дисковый 160х120х5 мм (Э.КУН.05.01.001) сталь У8

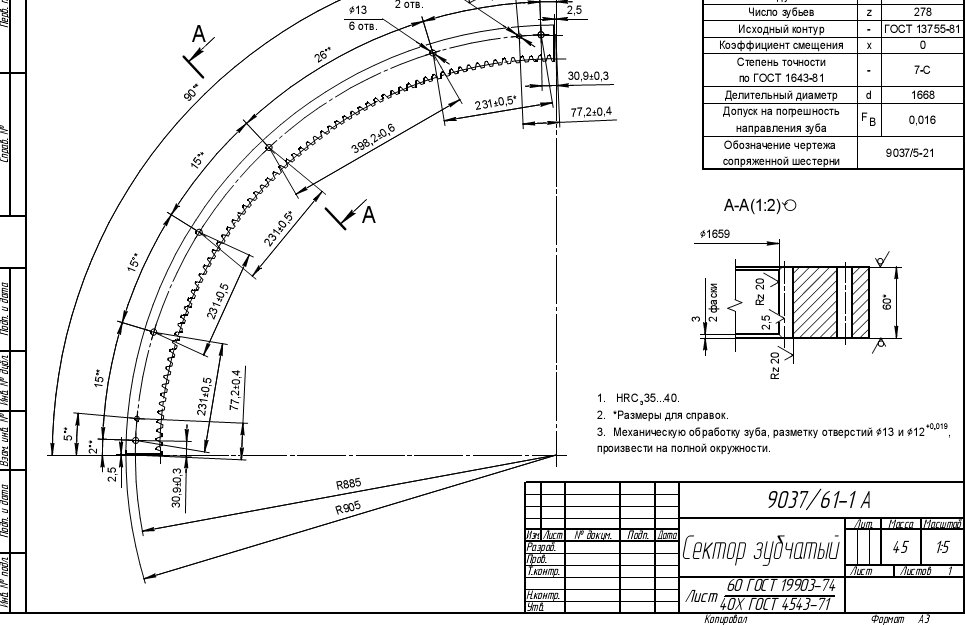
Требуется изготовить зубчатый сектор, радиус 905, модуль 6, внутреннее расположение зубьев. Ст. 45. Кол-во 2 шт.
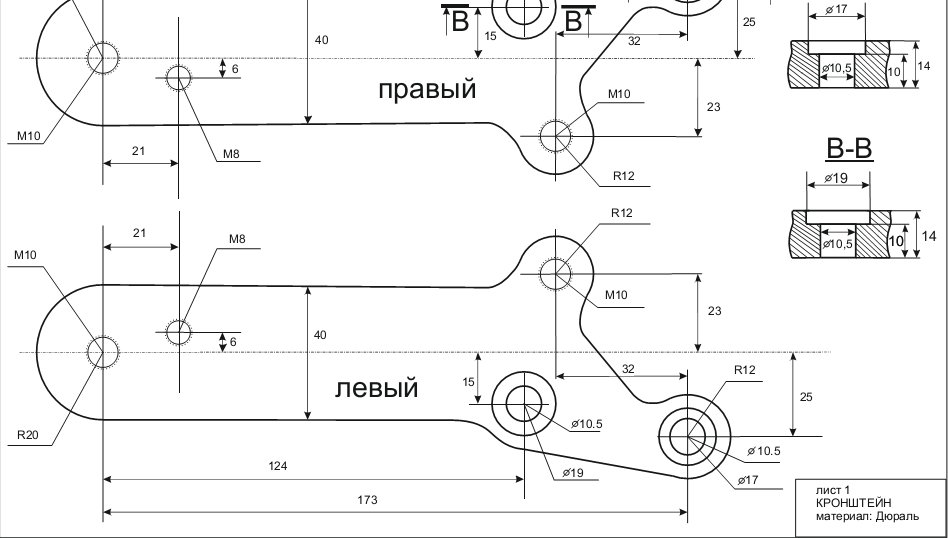
Изготовление нового или ремонт кронштейна натяжного ролика ремня генератора.
Кронштейн силуминовый, в нём слетела резьба болта, которым крепится ролик. В креплении также заедает отводной/натяжной механизм.
Соответственно нужно либо заварить и нарезать новую резьбу, либо изготовить запчасть взамен этой.

Отливка из перлитового чугуна, диаметр 600мм, толщина 20-30мм с обработкой поверхности до уровня притира с радиальными прорезями через 30 градусов. Интересует ориентировочная стоимость и срок изготовления.
Предприятие ООО "ХСЛ" ищет партнеров по изготовлению на станках ЧПУ полукорпусов и пробок кранов шаровых DN 50;80;100. Ежемесячная партия до 1500 штук
Желательно ближе к Самаре, Тольятти
Добрый день. Прошу изготовить две детали по эскизу вложения из углеродистой стали. Прошу прислать предложение с указанием стоимости работы и срока. Евгений
Здравствуйте. Наше предприятие заинтересовано в приобретении продукции указанной во вложении. (в количестве 12-ти комплектов)
Прошу выставить коммерческое предложение с указанием сроков поставки,условий доставки и оплаты.
Здравствуйте. Наше предприятие заинтересовано в приобретении следующей продукции:
- Втулка 1.05.10.001 5 шт
- Втулка зажимная 1.05.10.002 5 шт
- Шестерня Z29 1.05.10.003 5 шт
- Эксцентриковая ось 1.05.01.001 5 шт
- Шестерня Z17 1.05.01.002 5 шт
- Шестерня Z54 1.05.01.003 5 шт
- Сдвоенная шестерня Z36 / 17 05.01.004 5 шт
- Ось 05.01.005 5 шт
- Сдвоенная шестерня верхнего накатного валика 2.05.07.001 10шт
Прошу выставить коммерческое предложение с указанием сроков поставки, условий доставки и оплаты.
Образцы по ГОСТ 6996 тип VI без надреза из наплавленного металла и металла шва - 60шт.
(10х10х55мм со шлифовкой)
Приложены чережи как деталей, так и моделей, как оно будет выглядеть после сборки, чтобы было понятно, что мы вытачиваем. Сами трубы аллюминевые, а остальное - капролон. Для начала нужна будет партия - 20-40 штук, но в самом начале опытный образец. Место сборки не важно, можно просто отпрвлять все по почте.