Архив заказов
В данном разделе находятся выполненные заказы. Открытые заказы находятся в разделе «Заказы».

Нужны срочно рамы.Цена до 1500 с НДС В перспективе заказы до 50 штук.
Требуется изготовить заливаемые резьбовые втулки по прилагаемому чертежу. Ищем исполнителя со специализированным оборудованием для производства подобных втулок.
Здравствуйте.
Прошу рассчитать стоимость изготовления изделия
см чертеж во вложенном файле
покраска порошковой краской цвет любой
680мм 130шт
740 мм 130шт
185 мм 260 шт
700мм 130 шт
190мм 130 шт
750мм 65 шт
230мм 260шт
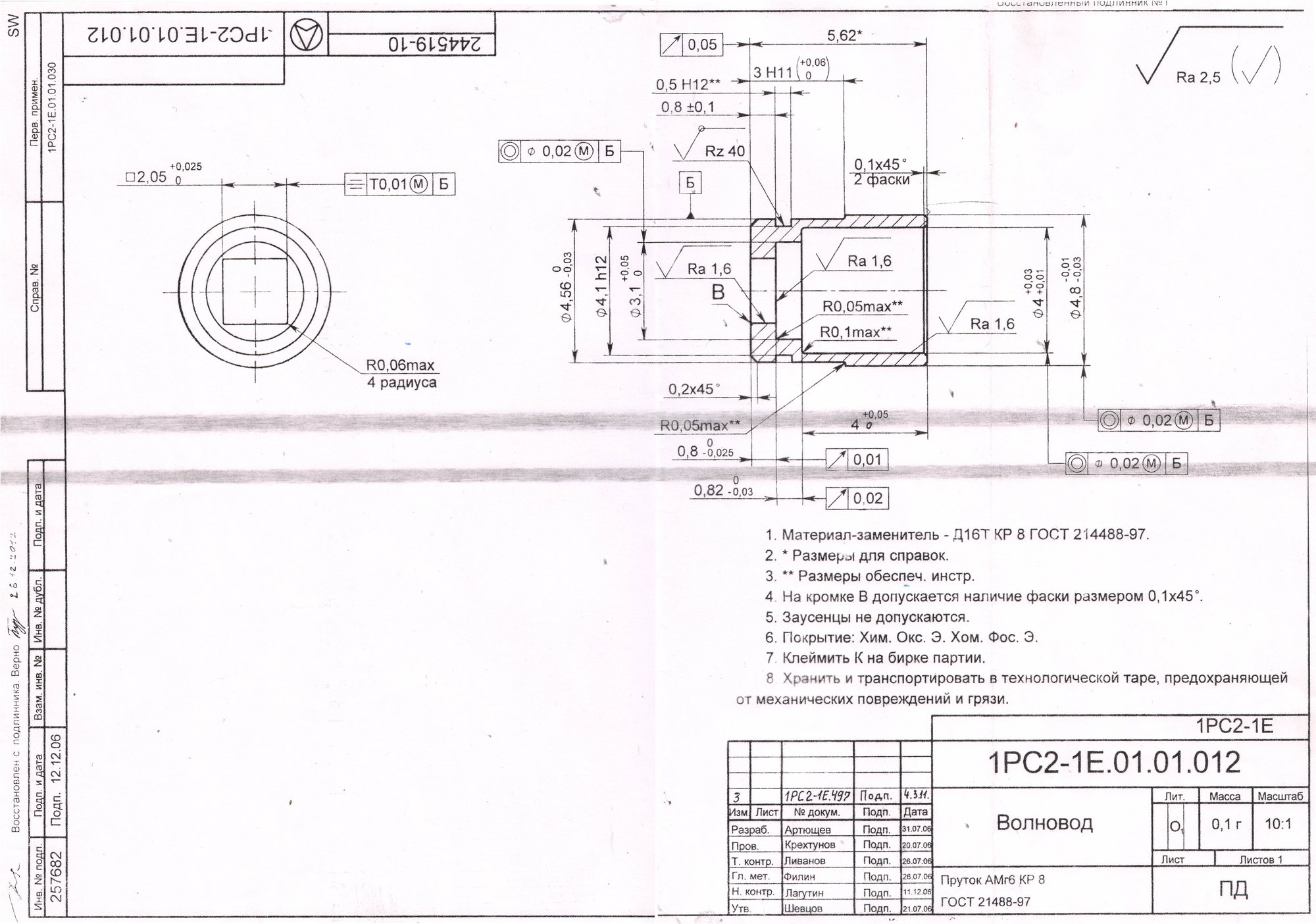
Прошу изготовить волновод из материала АМг6 КР8.чертеж прилагается!
Добрый день. Наша компания имеет свое производство по изготовлению заборов в Санкт-Петербурге. Нам необходимо изготовить элемент по нашему эскизу. Толщина изделия должна быть 8-10 мм. Сколько будет стоить изготовление? Примерный объем 1000 шт. Можете предоставить расчет изготовления каждой детали заданных размеров и таких же деталей в форме 1 м.п. Чертежи прилагаем. Размеры в чертежах указаны в мм. Спасибо. Ждем ответа.
Изготовить металлический штамп (пробойник) для вырубки колец. Вырубать будем из клейкой пвх пленки.
Внутренний диаметр колца 11 мм
Внешний 12 мм

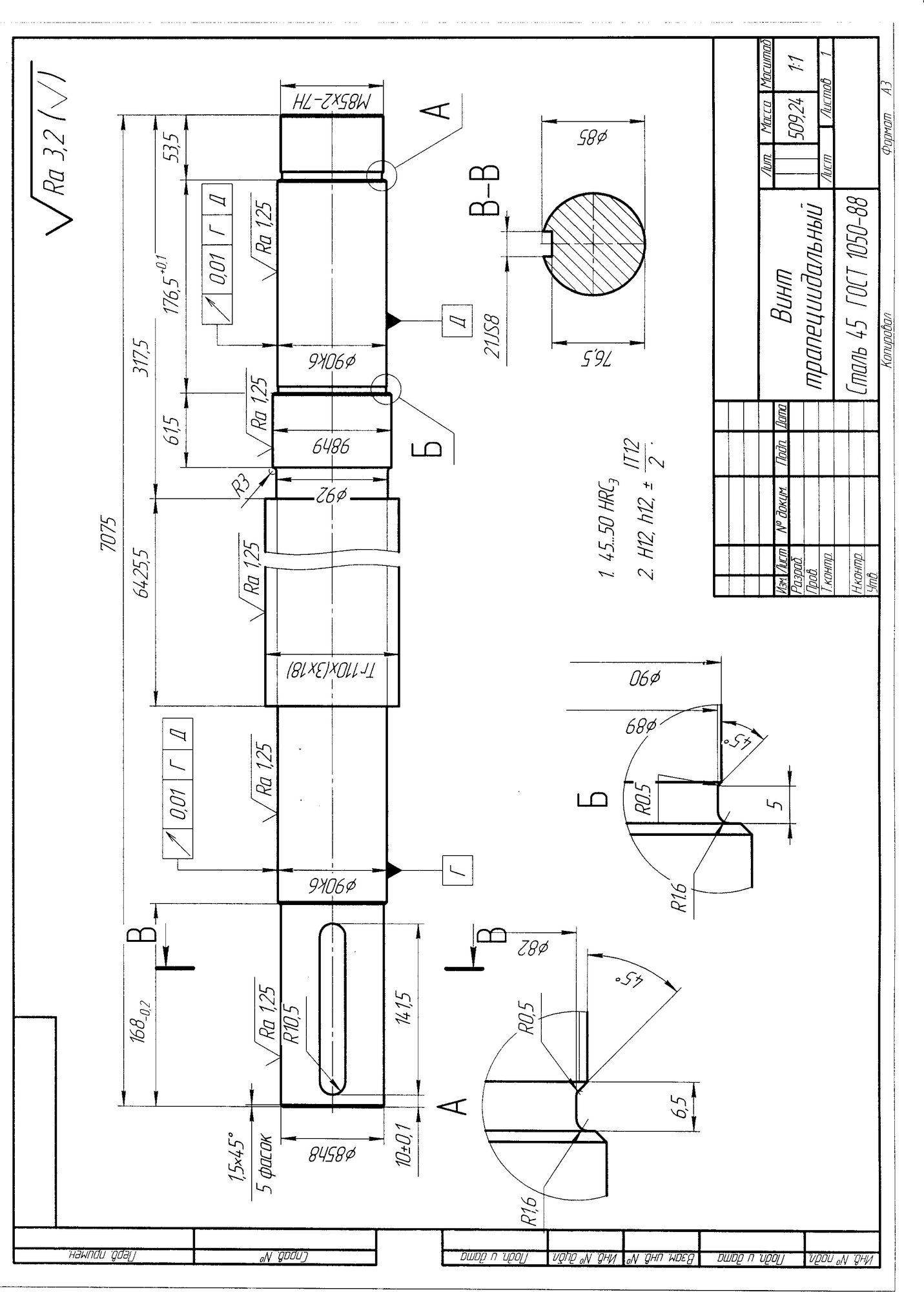
Организация просит рассмотреть возможность изготовления винта согласно чертежа в количестве 2 шт. на 1 шт. материал заказчика, на вторую по возможности материал изготовителя.
ООО " Ивтекмаш" г. Иваново
Резка листового металла 1.25х2.5х2.5(3.0) на квадраты:
- 1.25х1.25,
- 1.0х1.0,
- 6.2х6.2
Интересуют предприятия Тульской и Московской областей.
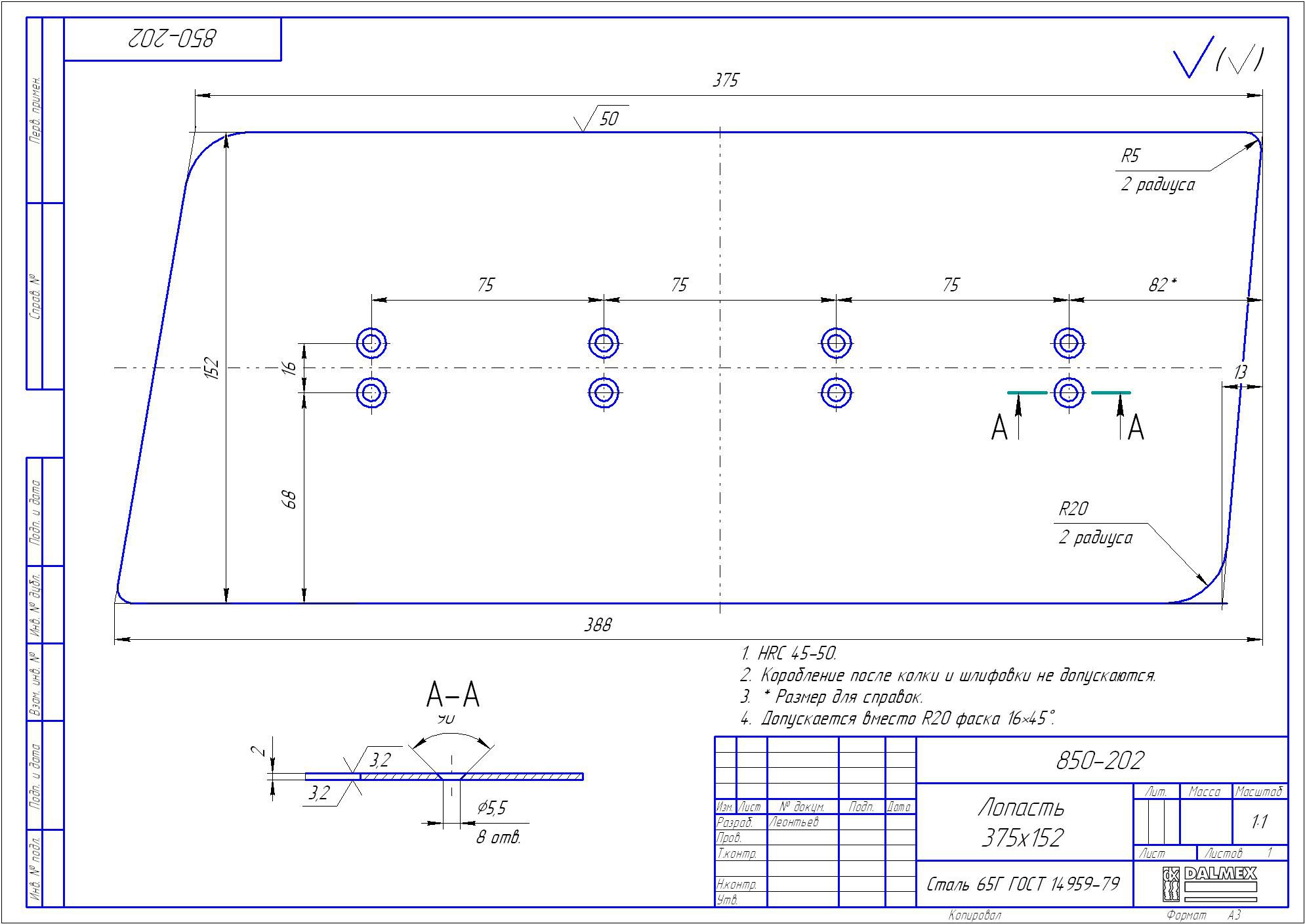
Изготовление лопости из нашего металла (полоса в бобине):
1. Рубка по длине.
2. Фаски.
3. Отверстия с зенковкой.
Предлогаемая стоимость - 50 руб./шт. с НДС

добрый день!
интересует изготовление следующих элементов:
в файле
"табличкаV-13"- изготовление 3Dфрезеровки логотипа "ТВЦ" из алюминия или дюрали
согласно размерам в файле в количестве 2 шт.
в файле"лого"
изготовление пресс-формы а так же формовка изделия из полистирола красного цвета в кол-ве (диам:588ммХ103мм-4 шт./диам:895ммХ154мм-2 шт.)
изготовить нужно только часть логотипа которая красного цвета!!!(без букв!) т.е. полусфера!
в полусфере должен быть вырез сквозной для буквы "Ц" а так же для буквы "В"
интересует цена изготовления а так же сроки!
3D модель есть!
Вал для кор передач
1. Material:S45C(hardness:201-269HBS) – отечественные аналоги 45 - сталь конструкционная углеродистая качественная, 45Г - сталь конструкционная легированная
2. Требуется деревянная упаковка по 50 шт/ящике, все валы должны быть обработаны антиржавщиной и завернуты в полиэтиленовые пакеты.
3. Требуемая партия – 2750 шт/мес и соответсвенно 33 000 шт/год.
На изготовление первых 2750 шт дается 80 дней.
Заказ на 2 года.
Партия довольно большая. Необходимы гарантии и возможности Вашего производства для изготовления таких валов.
Также прошу сообщить стоимость изготовления 1 детали (расписать стоимость работ и стоимость заготовки).
Жду возможных вопросов и предложений.
Компании разработчику электронного оборудования, требуется подрядчик на постоянной основе для изготовлений опытных корпусных деталей от 1шт
Виды основных работ: лазерная резка, гибка с ЧПУ, сварка аргонная и конденсаторная, установка приварных и запрессовочных метизов, порошковая окраска, работа в среде SolidWorks, работа с материалом Ст.3, 08КП, нержавеющие стали, в т.ч. с полированными поверхностями.
DIN 912 Винт (болт) с внутренним шестигранником
Стандарт DIN 912 аналог ГОСТ 11738-84, ISO 4762, ISO 21269, DIN 6912, DIN 7984.
Описание: DIN 912 Винт (болт) с цилиндрической головкой и внутренним шестигранником под ключ, крупная метрическая резьба . ЛЕВАЯ резьба.
Материалы:
• Сталь: 8.8 (класс прочности для винтов).
• Сталь с покрытием: гальваническая оцинковка, гальваническое никелирование.
• Нержавеющая сталь А2 - А5.
Таблица размеров и характеристик винтов (болтов) с цилиндрической головкой и внутренним шестигранником DIN 912 в мм (крупная резьба)
d M8
P 1,25
b 16
dk 13
k 8
s 6
L мин. 16
приоритет срокам
оплата по безналу
Бак. Потребность до 10 в месяц.
Ждем образец.
Внутрен. эл. химическая полировка трубы, заготовка 400мм труба -34/2,2мм сталь 08Х12Н10Т
изготавливать штамп (матриц, пуансон,...) листового изделия типа «Фланец», толщиной 2 мм.
Обработка фрезерная с ЧПУ(корпусная деталь) дюраль размеры 800*400*160 материал давальческий дорого...